IWT has identified a proven process that transforms municipal solid waste into usable raw materials, with no toxic emissions. The Thermoselect process utilizes gasification to recycle 100% of waste into an energy rich syngas that can be used to generate electricity to manufacture alternative fuels, such as ethanol, gasoline, clean diesel or other valuable recycled products.
Thermoselect is environmentally friendly and effectively disposes of waste, diverting it 100% from landfills. Within this section, you’ll discover the important features and benefits the Thermoselect process can offer municipalities.
Realizing the need for a viable alternative to inefficient and environmentally harmful landfills and other traditional forms of waste disposal, a group of distinguished scientists and engineers gathered in the mid-1980s to develop the next generation of waste processing technology. These industry professionals focused their attention on high-temperature gasification, a technology in existence for 100 years that had been used for many industrial and commercial applications. Their genius was in combining existing and proven technologies into a groundbreaking process—a patented new way to process waste.
After a period of intense research and development, this innovative process went through years of extensive testing. A 110-ton per day demonstration facility was constructed in Fondotoce, Italy where research was performed by a variety of universities, technical institutes, and independent laboratories. After a detailed government testing and monitoring program, the facility received its commercial license in 1994.
Here is a chronological review of the development of Thermoselect technology:
- 1985: Review of all existing technologies. Basic laboratory and analytical studies performed.
- 1989: Study of the carbonization process versus pressure, temperature, time and waste properties (22 pounds per hour).
- 1990: Study of waste compaction, pyrolysis, gasification and gas cleaning (550 pounds per hour).
- 1991: Development of the process using various compaction presses, constant pressure and temperature pyrolysis chambers up to 60 feet in length and 2.5 square feet in crosssection area, study of the gasification process and refractory lining behavior, development of an oxygen lance design ensuring both safety and a quick-change feature, material stability, measurement methods and product quality (2,200 pounds per hour), development of an overall concept for a commercial scale pilot plant and preparation of implementation specifications (4.6 tons per hour).
- 1991: September: Begin Fondotoce plant construction.
- 1992: Installation of major equipment completed. Experimentation on melt stability and extraction point location, study of safety systems, study of input and output volumes, feed control, study of interface stability between press and channel, channel and high temperature reactor, and high temperature reactor and cooling chamber, continuous operation and effects of load variations, optimization of a gas purification system and of the gas engine operation.
- 1993: January: Beginning of an evaluation program by Italian, Swiss and German experts.
- 1993: April: Dismantling of major components after 4,000 hours of operation and inspection by independent experts instructed to study the stability and dependability of processing assemblies.
- 1993: November: End of a 12-month trial period, including tests on a 1.2 Mw synthesis gas fired engine.
- 1993: December: Extrapolation of demonstration plant results and findings to commercial scale plant.
- 1994: A commercial operating license is granted to the Fondotoce plant. Extensive testing and measurement of the characteristics of the synthesis gas, the exhaust from the gas engine and the products of the process.
- 1994-1998: Operation, testing and monitoring of the Fondotoce facility.
- 1999 – Startup and Commercial Operation of the Karlsruhe, Germany facility.
- 1999 – Startup and Commercial Operation of the Chiba, Japan facility.
- 2003 – Startup and Commercial Operation of the Mutsu, Japan facility.
- 2005 – Startup and Commercial Operation of the Tokoshima, Japan facility.
- 2005 – Startup and Commercial Operation of the Yorii, Japan facility.
- 2005 – Startup and Commercial Operation of the Nagasaki, Japan facility.
- 2005 – Startup and Commercial Operation of the Kurashiki, Japan facility.
- 2006 – Startup and Commercial Operation of the Izumi, Japan facility.
IWT has identified a proven process that transforms waste into clean energy and commercially useful recycled products with no air emissions or process water discharges.
The Thermoselect technology transforms the energy content of waste from which we can generate multiple sources of clean energy. Other components of the waste become useful recycled products. Nothing remains to be landfilled.
The Thermoselect process does not incorporate incineration technology. By carefully controlling oxygen levels in the process, we assure that no combustion takes place. Utilizing its patented gasification process, the Thermoselect system recycles all types of waste, including MSW, commercial, industrial and medical waste, tires, E-waste and municipal sludges.
Take a closer look at the specific steps of this process.
{kind=link}
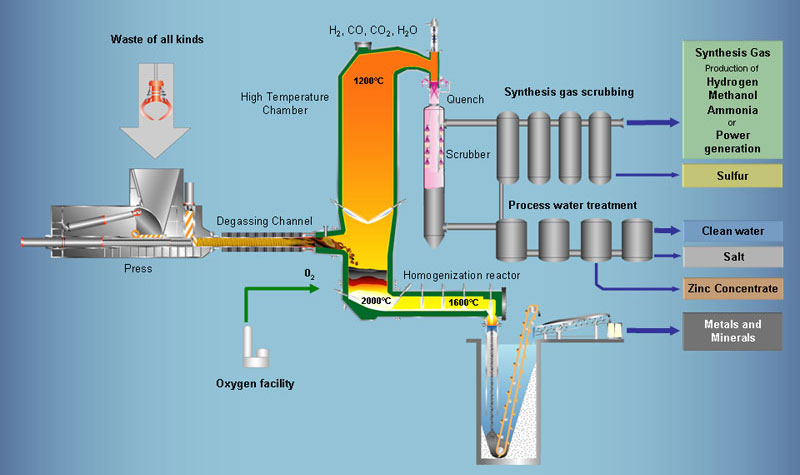
- Solid waste is received in an enclosed building and placed in a Tipping Pit. This area is ventilated using equipment to contain and remove odors. The waste is transported to a Press using overhead cranes.
- The Press compacts the waste into a plug, removing much of the air and evenly distributing moisture in the waste.
- The waste plugs are pushed into the Degasification Channel and are moved forward by subsequent plugs.
The plugs are heated by the radiant heat from the High Temperature Chamber. As each component of the waste reaches its vaporization temperature, it is transformed into gas which moves down the Channel toward the High Temperature Chamber. - At the end of the Degasification Channel, a carbon char and inert components of the waste remain and fall into the High Temperature Chamber. Controlled amounts of 95% pure oxygen is added through nozzles and the carbon char is transformed into synthesis gas. The inorganic material becomes molten, reaching temperatures of 2,000° C (3600° F).
- As the gases exit the upper section of the High Temperature Chamber at 1200°C (2200°F), they are shock quenched in less than one second to a temperature below 70°C (160°F) to ensure that dioxins and furans do not reform.
- The synthesis gas is cleaned to remove sulfur, heavy metals and other impurities and becomes a usable fuel source.
- The molten material is shock cooled at the end of the Homogenizer and becomes sand-like material and metal pellets.
- For a more detailed process description of the Thermoselect technology, click here.
The Thermoselect process generates clean energy and commercially useful products. Take a closer look at the beneficial outputs of this process.
Energy
The Thermoselect process produces synthesis gas (syngas) which can be used to:
- Generate clean electricity
- Manufacture ethanol, methanol, RFS-2 qualified gasoline and clean diesel
- Hydrogen to power thefuture “hydrogen economy”
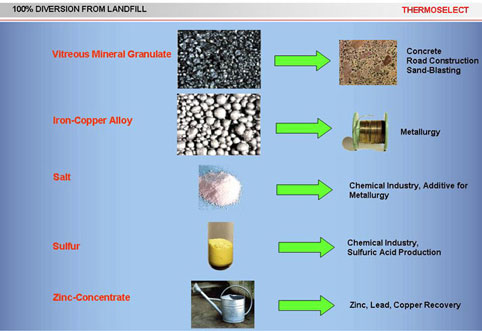
Recycled Materials
The Thermoselect process produces recycled materials with the following uses:
- Aggregate Material – used as a substitute for sand in concrete or road construction
- Metal – used in new metal products
- Sulfur – used in the manufacture of sulfuric acid
- Industrial Salts – used in the steel manufacturing process or for winter ice control on roads
- Zinc Concentrate – used to recover zinc, lead and copper.